Background technology of Aluminum Cladding Fin and Sheet Aluminum Cladding Fin and Sheet is a product of modern automobile industry technology development, and is also a product with high technical content introduced in foreign aluminum proc
 |
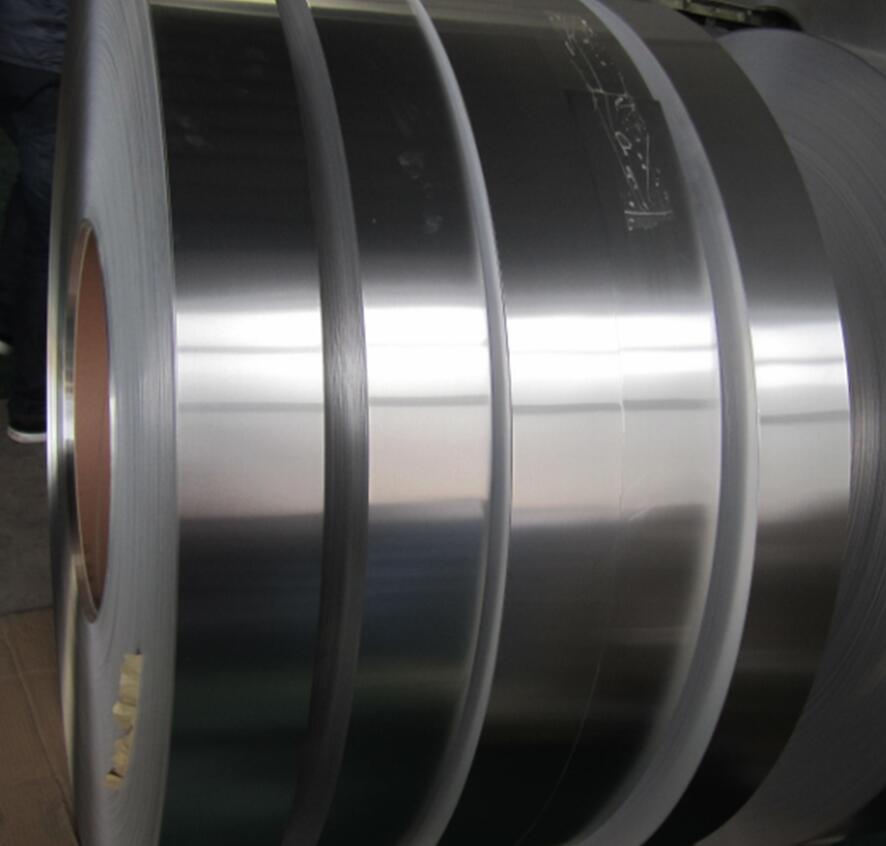
Background technology of Aluminum Cladding Fin and Sheet
Aluminum Cladding Fin and Sheet is a product of modern automobile industry technology development, and is also a product with high technical content introduced in foreign aluminum processing market in recent years. It is of great significance to the lightening of modern vehicles, energy conservation and environmental protection, and cost reduction.
In the 1980s, due to the development of vacuum brazing technology, Aluminum Cladding Fin and Sheet heat exchangers were installed in 50% of the cars produced in the United States. By the 1990s, the utilization rate of Aluminum Cladding Fin and Sheet for automotive heat exchangers in industrialized countries had reached more than 90%. This is not only because aluminum is cheaper than copper, but also that the weight of automobile radiators made of Aluminum Cladding Fin and Sheet is about 37-45% lighter than that of copper foil, which has significantly promoted the lightweight of automobiles. The use of Aluminum Cladding Fin and Sheet in automobile heat exchangers in my country began in the 1990s. The composite aluminum plate with foil for automotive heat exchangers is made of AL-Mn alloy (3003+10%Zn) as the core material, and the double-sided coating of AL-Si alloy (4343 or 4045 alloy) is 10% thick. material.
Rolling process of Aluminum Cladding Fin and Sheet for automobile heat exchanger, including the following steps,
(1) Prepare core material and leather material separately;
(2) Continuous casting and rolling of core material and skin material respectively;
(3) Rolling the skin material;
(4), perform homogenization treatment on core material and leather material separately;
(5) Install the core material on the core material decoiler, straighten the core material first, and then perform surface cleaning on both sides of the core material; at the same time, install the skin material on the upper skin material decoiler and the lower skin material respectively On the decoiler, the surface of the composite surface of the skin material is cleaned;
(6) The core material decoiler inductively heats the core material to 80-100°C, and then sends it to the composite rolling mill; at the same time, the upper skin material decoiler and the lower skin material decoiler respectively correspond to the upper skin material and the lower skin material through the correction device It is also fed into the compound rolling mill; so that the compound rolling operation can be carried out;
(7) Annealing the rolled products, then cold rolling and intermediate annealing;
(8). Use the finishing mill for finishing rolling;
(9) Cut the finished products.

Mobile:86 17344894490
Email:inquiry@signialuminium.com
Address:A126 Building 4, No.89 Science Avenue,National HI-Tech Industry Development Zone,Zhengzhou,Henan